Fertilizer industry is a challenging place for mixing equipment. Many processes are characterized by highly aggressive medias with abrasive content at high temperatures. The reactors themselves have a complicated geometry. Process expertise and experience is required to deliver a reliable and efficient solution, but don’t worry, we've got you covered!



Phosphate
Wet process phosphoric acid is the heart of phosphate-based fertilizer production. In order to produce fertilizer grade phosphoric acid, phosphate rock is attacked by sulfuric acid in reactors resulting in phosphoric acid slurry with gypsum content which is later filtered and the remaining acid - concentrated.
The challenging aspect of this process is that wet process phosphoric acid (WPA) is contaminated with sulfates and fluorides which along with high temperatures make the slurry extremely corrosive. Adding to this the abrasive content makes the material selection a very important part of the mixer design.
The gypsum present in the slurry and acid possesses the risk of scaling in the attack tanks, digesters and later the phosphoric acid holding tanks as well as on the mixer itself. Mixtec offers highly efficient impellers that allow vigorous mixing minimizing the low velocity zones. The mixing solution can be visualized with the aid of CFD confirming the effectiveness of the design.
Depending on the requirements of the licensor and process type (dihydrate / DH, hemihydrate / HH, and hemi-dihydrate / HDH), mixer is designed and appropriate material is selected. Areas of severe corrosion may be additionally cladded with an extra layer or corrosion / erosion resistant material.
The sulfuric acid required for production of phosphoric acid is made from sulfur which is melted in sulfur smelters and filtered prior to conversion.


Moten sulfur is not very aggressive, but designing a suitable mixer for a sulfur smelter requires thorough calculations. In order to make this process efficient, the sulfur has to do multiple tank turnovers though heating coils. The smelter itself can be constructed with a draft tube where the mixer acts as a pump or without it. In both cases the friction losses have to be taken into account in order to achieve the desired results. Mixtec is experienced in designing agitators for sulfur smelters and we would be glad to assist engineering companies and OEMs in design of the optimal unit.
Earlier up-stream, after beneficiation, the phosphate rock concentrate has to me moved to a chemical plant to be converted into phosphoric acid. An efficient way to do so is using hydrotransport. In a cutting-edge project one of the biggest phosphate companies in the world uses a slurry pipeline to transfer the phosphate concentrate from their beneficiation to the chemical plant. The main pipeline is 187 km long and delivers 4400 t/h of phosphate rock
Mixtec has designed and supplied 38-ton agitators with 20-meter shafts for slurry storage tanks. The aim was rehomogenisation of the phosphate slurry in the intermediate storage tanks.

Potash
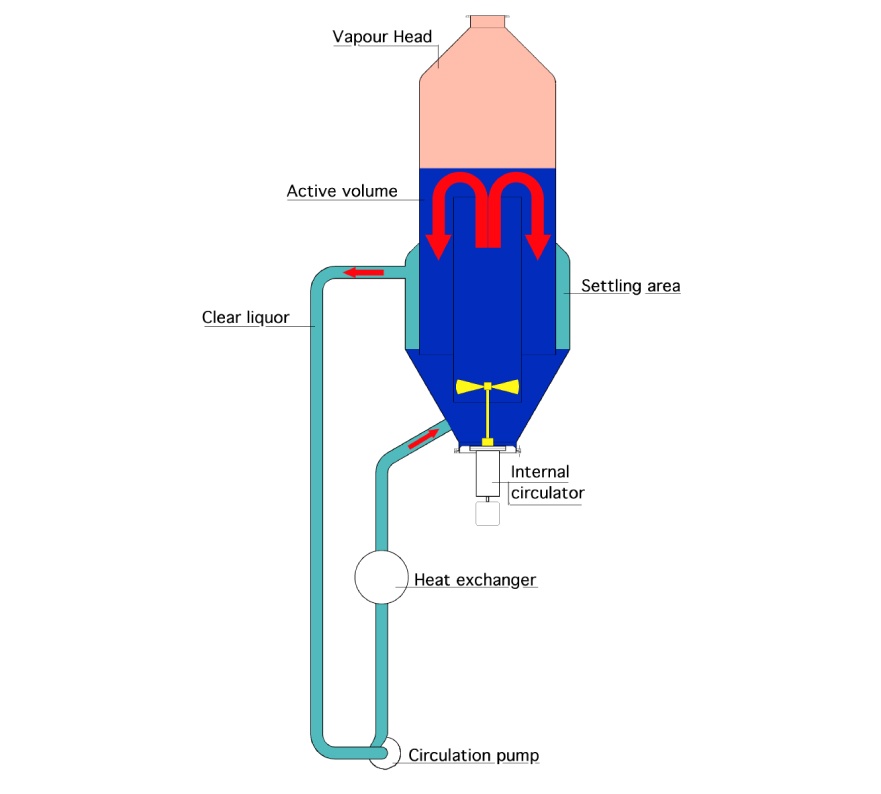
Another vital component for fertilizers is potash. One of the steps of production of potassium chloride (as well as ammonium sulfate and diammonium phosphate) involves Draft Tube Baffle crystallizers (DTB), which allow to produce large crystals with a narrower particle size distribution.
Draft Tube Baffle crystallizer (a variation of a mixing tank crystallizer) is a vessel consisting of mixed tank and a clarifier. The mixed tank holds a draft tube where a mixer acts as a circulator. The baffled (clarifier) section is aimed to remove the smaller crystals. Draft Tube crystallizer is a variation of the above lacking the clarifier section.
In stirred crystallizers mixing determines the environment in which crystals nucleate and grow and therefore correct mixer selection is essential to industrial crystallization. In a DTB and DT application in order to obtain a precise slurry density, managing the mass flow around the crystallizer is vital. Based on the process requirements, Mixtec will select a low shear impeller with suitable pumping number. Mixer selection software along with CFD analysis will guarantee that the required flow range is achieved.